استانداردهای زبان plc زیمنس :
اولين PLC ها در سال 1968 ساخته شده اند. در دهه 70 قابليت برقراري ارتباط به آنها اضافه شد و در دهه 80 پروتکل هاي ارتباطي استاندارد شد. بالاخره در دهه 90 استاندارد زبان هاي برنامه نويسي PLC يعني استاندارد IEC1131 ارائه گرديد .
در سال 1979 يک گروه متخصص در IEC کار بررسي جامع PLC ها را شامل سخت افزار، برنامه نويسي و ارتباطات به عهده گرفت. هدف اين گروه تدوين روش هاي استانداردي بود که موارد فوق را پوشش دهد و توسط سازندگان PLC بکار گرفته شود. اين کار حدود 12 سال به طول انجاميد و نهايتاً پس از بحث هاي موافق و مخالفي که انجام شد استاندارد IEC1131 شکل گرفت و جنبه هاي مختلف اين وسيله از طراحي سخت افزار گرفته تا نصب ، تست، برنامه ريزي و ارتباطات آن را زير پوشش قرار داد. اين استاندارد که با همکاري برخي از سازندگان بزرگ PLC از جمله شرکت زيمنس شکل گرفته بود از آن به بعد توسط ايشان به کارگرفته شد و سعي نمودند محصولات خود را با آن منطق سازند.
زبان های برنامه نویسی درPLC زیمنس :
LADER یا نردبانی: اگر شکل بلوک دیاگرامی مدار برقی را نود درجه به سمت راست وبالا بچرخانیم و آن را جایگزین علایم نردبانی کنیم در واقع همان مدار را به زبان نردبانی نوشته ایم.این زبان مورد علاقه برقکاران و ساده ترین روش برنامه نویسی است.
برنامه نویسی به روش کنترل سیستم که در واقع پیاده سازی مدار برقی بصورت گیت های لاجیک می باشد.این زبان مورد علاقه و کاربرد الکترونیک کاربران می باشد.
CSF: در این زبان از شکل های مدارات منطقی مانند AND و OR و ... استفاده می شود.در برنامه نویسی زبان گیت AND را مقدمتر بر گیت OR برشمرد.در PLC های زیمنس S7-200 برنامه CSF را با FBD نشان می دهند.
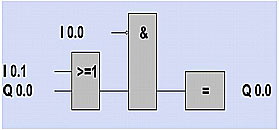
STL : این برنامه که در واقع برنامه نویسی متنی می باشد و نوشتن برنامه بصورت خط به خط با توجه به روابط جبر بول می باشد.این زبان محبوب برنامه نویسان کامپیوتری می باشد. در زبانهای برنامه نویسی این زبان مادر زبانهای دیگر می باشد. مثل مثال بالا که بزبان STL نوشته ام.
ANI0.0A
OI0.0
OQ0.0
Q0.0BE=
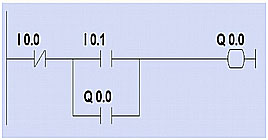
در متن STL بالا اگر توجه کنید ابتدا عبارت AND آمده سپس عمل OR کردن آمده است.اگر توجه کرده باشید مدار بالا یک مدار برقی دایم کار یک محل می باشدI0.0 و I0.1 ورودی ها و بترتیب کلید STOP و START می باشد و Q0.0خروجی یا همان K که مشخصه کنتاکتور می باشد.
ترجمه عبارت بالا:ANDNOT انجام بده ورودی I0.0 یا STOP و AND کن آنرا با OR I0.1 و OR Q0.0 که در واقع یک گیت OR هستند و نتیجه برابر با Q0.0 که همان کنتاکتور است و Q0.0 که با I0.1 OR شده تیغه نگهدارنده کنتاکتور (13-14) می باشد. یعنی زمانی که I0.0 مقدارش 0 و I0.1 برابر یک گردد خروجی گیت AND یک شده و Q0.0 یک شده که همان جذب کنتاکتور است و چون Q0.0 با I0.1 موازی یا OR شده است خروجی همواره یک است تا زمانی که I0.0 یک شود و چون این ورودی ANDNOT است خروجی گیت AND صفر شده و خروجی نیز صفر می شود.
BE نماینگر پایان برنامه نوشته شده می باشد (BLOCK END )
زبان STL در بین زبان های PLC دارای اهمیت خاصی می باشد چون زبان اصلی و داخلی برنامه های PLC به زبان STL می باشد.
اصطلاحات PLC زیمنس :
BAUD RATE : تعداد بیت در ثانیه که بمنظور ارسال اطلاعات از یک نقطه به نقطه دیگر استفاده می شود.بعبارت دیگر سرعت ارسال اطلاعات را گویند. این سرعت بسته به نوع ماشین 1200 یا 2400 یا 4800 یا 9600 می باشد.
YCLE PROCESSING: پردازش تناوبی یعنی در هنگام اجرای برنامه از خط اول اجرا کرده و وقتی به BE رسید - دوباره به خط اول باز می گردد.
SCAN TIME MONITORING : بمدت زمان مرور و اجرای برنامه گفته می شود و هر چه کمتر باشد سرعت و کیفیت PLC زیمنس بهتر خواهد شد.
FLAG : پرچم یا نماد ها که نشانه هایی بمعنی انجام یا انجام نشدن کار می باشد.
PII وPIO : در یک سیستم PLC اطلاعات ورودی بصورت دیجیتال یا آنالوگ وارد شده - توسط PLC این اطلاعات بصورت خط به خط خوانده شده و تصویری از آن در رجیستر ذخیره می شود.در طول اجرای سیکل تغییرات توسط سیستم پذیرفته نمی شود بطوری که اطلاعات ورودی یک خط بطور مثال یک - همواره یک باقی می ماند که این عمل برای گریز از سیگنال های گذرا یا نویز می باشد که بر این منظور این اطلاعات وارد رجیستر PII (PROCESS IMAGE INPUT ) شده و در هر بار مرور - اطلاعات موجود در PII باز خوانی شده و از برگشت اطلاعات جلوگیری می شود.در یک سیستم PLC عملی مشابه PII در مورد خروجی و تحت عنوان PIO یا پردازش تصویر خروجی صورت می گیرد.سیستم PLC این سیگنال ذخیره شده بصورت بیت در PII را بهمراه ذخیره برنامه بصورت دستوری در PIO را پس از پردازش بصورت انالوگ یا دیجیتال در خروجی ظاهر می کند.
اوپتی کوپلر :برای عایق کاری ورودی از خروجی و از CPU - از اوپتی کوپلر ها استفاده می شود.که دارای مزایایی نظیر:
1. سیستم زمین یا ارت بین خروجی و ورودی مشترک نمی باشد.
2. بدلیل زمین مجزا نویز یکطرف بر قسمت دیگر تاثیر ندارد.
3. جریان برگشتی حاصل از سلف ها بر روی سیستم تاثیر نمی گذارد.
ظرفیتPLC زیمنس :
تعداد ورودی ها و خروجی ها ظرفیت یک PLC را تعیین می کند. هرچه تعداد واحد ها بیشتر باشد سرعت و قدرت و همچنین دقت آن PLC بالاتر خواهد رفت.
بمدت زمانی که طول می کشد تا PLC نسبت به یک تغییر عکس العمل نشان دهد زمان عکس العمل PLC گویند وعوامل موثر بر آن عبارتند از :
1. تاخیر زمان ورودی
2. زمان اجرای برنامه
3. تاخیر زمان خروجی ها
زمان عکس العمل بطور متوسط 3 میلی ثانیه بر هر 1کیلو بایت می باشد.
شرایط و مشخصاتی که در ورودی و خروجی PLC زیمنس باید در نظر گرفت.
ورودی:
1. ولتاژ نامی شبکه ای که می خواهیم در ورودی استفاده گردد.
2. امپدانس ورودی
3. جریان ورودی
4. تاخیر در کلیدزنی ورودی
خروجی:
1. حداکثر جریانی که می توان به خروجی داد.
2. جریانی که از COM مشترک می گذرد.
3. حداکثر باری که می توان به یکی از خروجی ها داد.
4. حداکثر زمان کلید زنی خروجی
5. سرعت قطع و وصل خروجی یا فرکانس قطع و وصل خروجی
6. تعداد قطع و وصل خروجی
7. عمر مکانیکی المان های خروجی
مهمترین مشخصه هایی که در انتخاب PLC باید در نظر گرفت:
1. تعداد ورودی
2. تعداد خروجی
3. تعداد FLAG
4. تعداد شمارنده ها و تایمر ها
5. نوع تایمر
6. اندازه حافظه FLAG
7. سرعت اجرای برنامه
8. نوع برنامه کاری
PLC های SETP-5 موسوم به S5 از اولین سری PLC شرکت زیمنس آلمان می باشد که در ابتدا برنامه آن تحت نسخه DOS بود که با آمدن سیستم عامل WINDOWS نسخه تحت ویندوز آن که بسیار جذاب تر بود ومشکلات نسخه تحت DOS را نداشت و مورد استقبال قرار گرفت .این PLC امروزه با آمدن PLC های سری S7 دیگر مورد استفاده قرار نمی گیرد ولی آموزش اون رو برای شروع کار و داشتن شبیه ساز اونو که بدون نیاز به داشتن دستگاه PLC می توان برنامه را بررسی و ویرایش کرد وعملکرد اونو دید. این برنامه یک برنامه بسیار ساده است که براحتی می تواند با کاربر ارتباط برقرار نمایید و نیاز به مهارت و تبحر خاصی ندارد و فقط کمی اطلاعات در زمینه کامپیوتر و داشتن اطلاعات در زمینه برق و دیجیتال اون هم در حد نرمال کافی می باشد.
برای شروع مختصری درباره کلید ها وگیت ها وعلایم آنها برای تفهیم بهتر انجام می دهم.
در واقع ورودی ها رو با کلید ها تعریف می کنند. مانند کیبرد کامپیوتر یا کلید روشن و خاموش کردن لامپ و استپ و استارت ها در برق صنعتی که با فشردن یک کلید در واقع اون رو یک یا ست کرده ایم . و خروجی هم می تواند لامپ یا موتور یا نمایشگر و... باشد. در PLC که بیشتر در صنعت کاربرد دارد پس بیشتر با کلید های فشاری موسوم به استپ و استارت سر کار داریم .
کلید استپ که از نام آن بر می آید بمعنی نگهدارنده یا قطع کننده و کلید استارت هم بمعنی شروع کننده و آغازگر می باشد .همین کلید ها در PLC هم کاربرد دارند در واقع ورودی های سیستم PLC می باشند که با اعمال به ورودی PLC برنامه نوشته شده با پردازش داده ورودی خروجی را به ما تحویل می دهد .خروجی هم که گفته شد می تواند هر نوع مصرف کننده ای باشد و در صنعت بعلت ولتا ژ بالا و استفاده از کنتاکتورها در PLC هم از کنتاکتور ها برای خروجی استفاده می شود .
در برق صنعتی کلیدها را با S و در PLC ورودی ها را با I نشان می دهند.و خروجی صنعتی که با K نشان داده می شود برابر با Q در PLC می باشد.
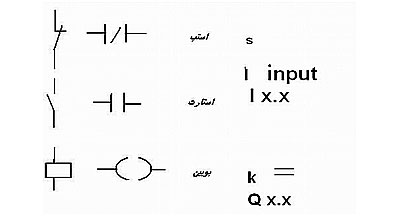
اگر توجه کرده باشید در PLC در ورودی و خروجی X.X نوشته شده است که آدرس مربوط به آن ورودی یا خروجی می باشد .X سمت راست مربوط به بیت آن بلوک که بعنوان ورودی یا خروجی انتخاب می شود و X سمت چپ هم مربوط به بایت آن بلوک می باشد مانند: I 1.2 یعنی ورودیی بیت دوم از بایت اول و Q 0.1 بمعنی خروجی از بیت اول و بایت 0 . باید توجه نمود که این آدرس ها را می توان دلخواه نوشت ولی باید به نکته توجه نمود که آن PLC چند بلوک برای ورودی یا خروجی دارد و از همه مهمتر اگر بترتیب باشد برای ویرایش های بعدی و تحلیل راحتر می باشد.و دیگر اینکه اگر چند ورودی مختلف داریم نیازی نیست که بلوکهای دیگر را آدرس دهی کنیم بلکه کافی است از همان بیت های همان بلوک چه بعنوان ورودی یا خروجی استفاده نماییم مثلا برای آدرس دهی کلید های S1-S2-S3-S4 آدرس آنها را بدین شکل بیان می کنیم I0.0 برای S1 - I0.1 برای S2 - I0.2 برای S3 و I0.3 برای S4 نه اینکه بنویسیم I0.0 -I1.0-I2.0-I3.0 و در مورد خروجی هم همین موضوع صدق می کند.
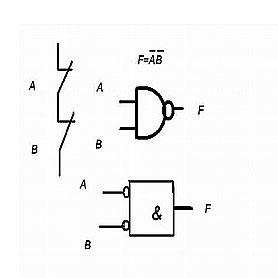
در شکل بالا نماد های PLC برای کلید ها و کنتاکتور ها رسم شده است .که با ترکیب این تیغه یا کلید ها به گیت ها یا توابعی می رسیم که در زیر نمونه ای از آنها آمده است.
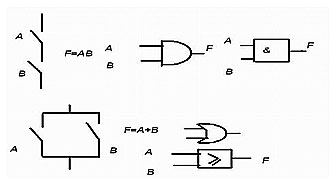
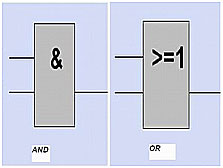
توجه نموده اید که دو کلید سری برابر با گیت AND یا (و) می باشد و دو کلید سری هم برابر گیت OR بمعنی (یا ) می باشد که با ترکیب این دو گیت می توان به گیت های دیگر دست یافت.در واقع این دو گیت پایه دیجیتال برای گیت های دیگر می باشند.AND یا و بدین معنی است که باید ورودی ( A یا B ) هر دو وجود داشته باشند یا برابر یک باشند تا خروجی یا F برابر یک باشد پس خروجی وابسته به هر دو ورودی می باشد.
OR یا (یا) هم این معنی را می دهد که اگر ( A یا B ) هر کدام اگر یک باشند خروجی یک می گردد در واقع خروجی وابسته به یک ورودی می باشد.
اگر بخواهیم مدار برقی کنترل از یک محل لحظه ای را بصورت گیتی بیان کنیم بصورت زیر می باشد.
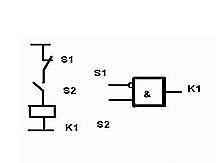
S1 یا استپ - S2 یا استارت و K1 یا کنتاکتور که S1 و S2 در ورودی گیت AND قرار گرفته و خروجی گیت هم کنتاکتور K1 می باشد.زمانی خروجی یک می شود یا کنتاکتور جذب می شود که استپ 0 و استارت یک گردد.
برای کلید استپ یا هر کلیدی که در حالت معمول یک یا بسته باشند در دیجیتال NOT قرار می دهند و بدین معنی است که اگر به ورودی NOT یک بدیم خروجی صفر و اگر صفر دهیم خروجی ما یک می شود.در مدار بالا اگر S1 را فشار دهیم در واقع مدار را باز یا مثل این است که گیت نه را ست کرده که بما صفر می دهد.
این نکته قابل توجه است که در PLC هیچوقت در خروجی NOT قرار نمی گیرد .یعنی اینکه بخواهیم گیت NAND یا AND که NOT شده است را پیاده سازی کنیم باید ورودی ها را NOT قرار دهیم.
تنظیم توسط : نمایندگی زیمنس